素材:SUS304-CSP
ベンダー型:3型製作
板厚:0.2mm
ロット数:5個
SUSバネ材の加工の難しさ
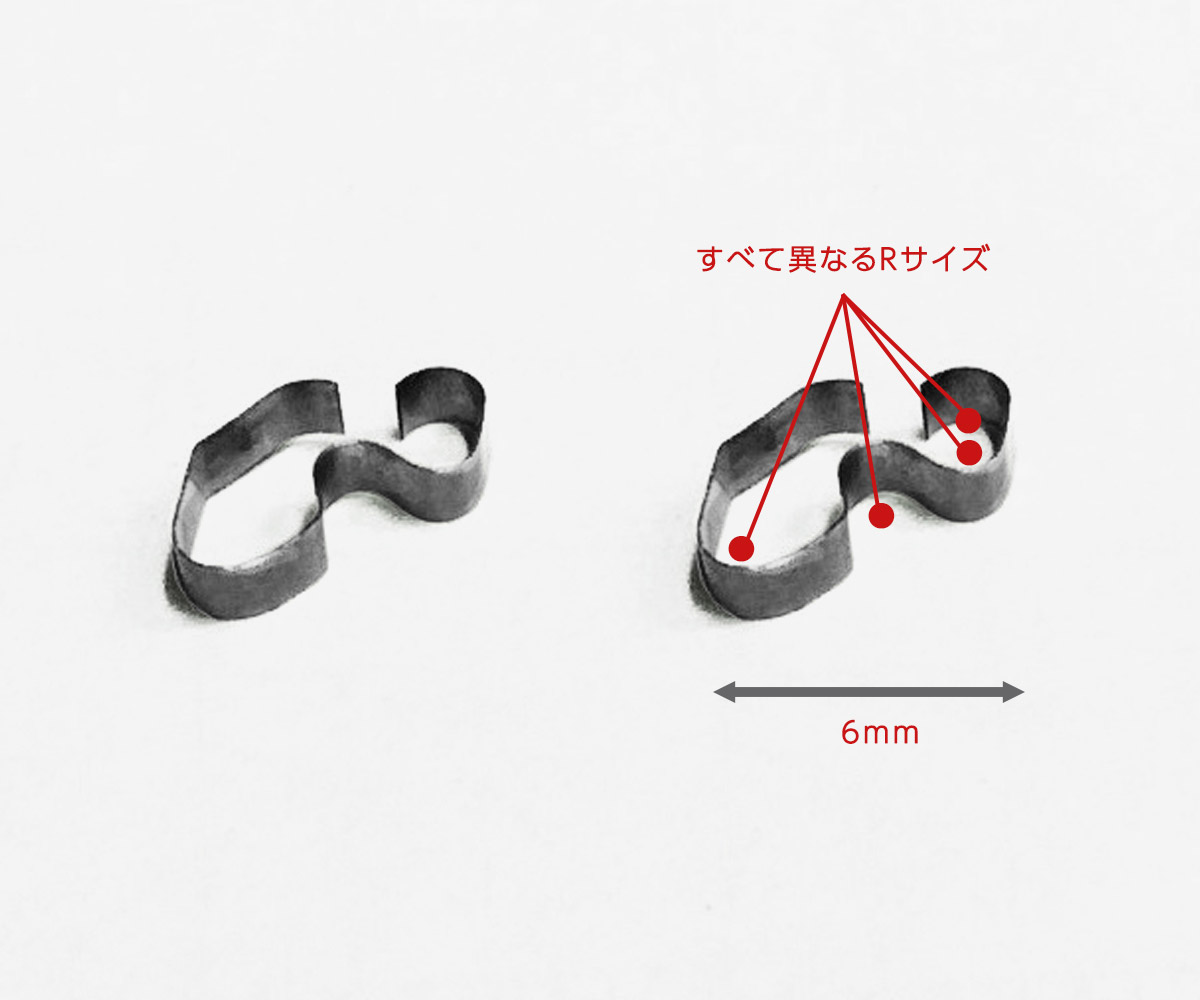
サスバネ材(SUSバネ材)と呼ばれる、SUS304CSPやSUS301CSPに代表される ばね用ステンレス鋼による薄板精密板金です。バネ材は一般的なステンレスよりもスプリングバック量が多く、Rの寸法・精度を出すためには型の設計、曲げ順に工夫が必要です。
汎用的な形状・サイズの曲げ加工には、規格のベンダー型を使用します。今回のように特殊形状には、自社内で金型を設計・製作して曲げ加工を行います。


SUSバネ材のR曲げ加工手順

SUS304-CSP板材から加工をスタートします

1つ目のベンダー型で曲げます

成形型を使用して形を整えます

さらに2つのベンダー型を使用して曲げることで目的の形状を得ます
ポイント
精度が厳しいSUSバネ材の板金加工では、このように、ベンダー型で曲げたあと、成形型を使用することで精度を出します。金属は必ずスプリングバックが起こりますので、スプリングバックを考慮して金型を設計、製作します。加工技術者もスプリングバックを考慮して曲げ加工を行います。どれくらい戻るかは、板厚、素材、形状によって異なるため経験が必要な工程です。
特に今回の形状は小さく、曲げ位置が近いため難しい加工です。ベンダー型だけでも実現は可能ですが、複数個作る必要があったこと、また、ベンダー型1つで精度を追い込むよりも「ベンダー型+成形型」の方が調整が容易で、結果的にコストも安く短納期対応が可能です。バネ材の板金加工でお困りでしたら、ご相談ください。

{kind=link}